
Speaker engineers know that three important physical properties determine a material’s suitability for use in loudspeaker diaphragms — stiffness, low density, and internal damping. Stiffness, in particular, determines the bending wave velocity, and for any given design, the frequencies at which the first break-up resonance occur. This resonance in a diaphragm determines the transition point above the frequency point at which the diaphragm loses piston motion and response becomes rougher.
The high Young modulus (and the steepness of the cone’s body angle and the diameter) determine at what point things become nasty. The degree of internal damping, or loss factor, determines the material’s effectiveness in suppressing such resonances, which is especially important near and above the upper resonance. Endumax absorbs extremely high amounts of energy. While this property was designed for ballistic protection products, the properties also make the material especially suited for speaker diaphragms as there will be less energy reaching the surround edge to reflect back.
The best materials will have high velocity and high damping, but for those who have used titanium cones and domes, you know that in many cases these properties are mutually exclusive. Endumax, which is similar to aramids (e.g., Teijin Technora and DuPont Kevlar), offers a great combination of both damping and velocity. Materials such as Endumax have low density so using multiple layers will result in a stiffer and stronger cone with low weight.

Loudspeaker cones are most commonly formed from paper pulp, but plastics (e.g., polypropylene) are also popular, and sheet material can be vacuum thermoformed (like melting hot cheese over a form), compression molded, positive/negative molded (or injection-molded) into the desired shape. Metal cones are also used. Other high-tech solutions that have achieved success include a sandwich construction with skins and honeycomb or foam cores.
In the last years, a number of notable composites for speaker cones and diaphragms have been introduced to the speaker industry. These include woven, cross-ply layers and non-wovens, glass fiber, carbon fiber, and aramids (e.g., Kevlar), thermoset, and thermoplastic resins.
Typically, a specialist cone manufacturer fabricates cones for speaker assemblers, but the largest offshore speaker companies often have their own in-house cone fabrication facilities. Over the last 25 years, I have worked with many of the suppliers that provide materials to the cone industry and have visited most of the cone factories in Asia and the US.
At first glance, everyone is using the same techniques, but if you dig deeper, the subtle differences can be significant. In this article, we take a look at the basics of making different types of cones — but what I discuss here does not begin to touch on the secrets that the cone companies have learned from decades of experience.
Paper Pulp Cone Fabrication
The process starts with sheets of various types of pulp. The pulp might come from Douglas fir or exotic blends, which include a bit of eucalyptus from Brazil, Cambodia, or Australia (very stiff), other specialty pulps from New Zealand, or from the hemp family (Fostex and Dai-Ichi like banana leaves), kapok seed fibers (the poor man’s Kevlar), or various synthetic fibers. The pulp recipes, additives, pulp slurry beating process, and cone forming techniques all contribute to the loudspeaker cone’s characteristics. Young’s modulus (speed of sound), tan delta (internal damping), and mechanical parameters (e.g., tear strength, burst strength, etc.) are all factors that separate the toy cones from the audiophile, studio monitors, electric guitar, or pro sound diaphragms.
Other considerations are wet strength and moisture regain. Will the cone fail if used in a humid environment, will that studio monitor sound the same on a humid day, and how vulnerable is it to UV, fungus, ozone resistance, and so on? We don’t think of the speaker cone’s selection as geographical but form surrounds do not survive in Brazil or Mexico — between corrosive city fumes and microbial foam eating bugs, you will see a lot of rubber or thermoplastic elastomer edges.

Appearance is still another consideration, and there are many secondary surface treatments that add elements that cannot be fully achieved with the cone paper characteristics. Once the recipe is selected for a particular production run, the appropriate paper pulp is soaked in hot water for a period of time determined by the manufacturer. Pieces are torn off the wet pulp sheets (by hand or by machine) and thrown into a water-filled pulp beater. The beating process disperses the fibers while also fibrillating (fuzzing them up) so they will tangle together, thereby holding the cone together. Most of the industry uses the old-style beating machines, which offer potentially excellent fibrillation. Sometimes hydro-pulpers are used, which can be faster in producing the slurry but may not do much fibrillating work on the fibers.
Additives are thrown into the beater (e.g., salts to hold the dyes that are mostly black), and then the contents are mashed some more. In the case of the beating machine, there is a beating wheel, which is progressively brought closer to the beater bedplate as the pulp is worked into a slurry of fibrillated fibers. Eventually, this soup is transferred to a holding tank, which has an agitator to keep the slurry dispersed and homogenized in the tank. The pulp’s fiber length, density, and “secret sauce” are factors that distinguish different speaker cones intended for subwoofers, midranges, musical instruments, and so on.
There are three common cone paper forming techniques: pressed, semi-pressed, and non-pressed cones. In the case of the pressed cone, the pulp slurry may be dumped into a bin and drained through a fine mesh screen. The paper fiber solids are left on this screen after the liquids have been drained out of the bin. The remains are removed from the mesh and deposited onto the cone pressing machine. Heated positive and negative metal cone-shaped forms then press the pulp. The remaining water steams out of the cone, which is removed from the forming tool.
If the cone’s density is too low, then the cone may be too dead-sounding. If the cone is pressed too hard and thin, then breakup (“cone cry”) will be more noticeable, especially at high sound levels. The cone density and pulp composition affects the internal loss (“deadness”) of the cone material, which will contribute to the speaker’s sound quality. The speaker cone shape (profile) is a critical factor in the speaker’s sound quality and performance. If the cone is straight-sided (perhaps with concentric reinforcing ribs molded in the cone body), it will be the strongest and more rigid at very low frequencies.

Decoupling rings can be molded into the cone body, which look like ribs, but a cross-section of the cone shows that while ribs are composed of added material on the face of the cone, decoupling rings are concentric cone corrugations. These corrugations allow the cone’s effective radiating area to decrease with rising frequency. The off-axis response tends to look better over an extended frequency range with decoupling rings (and curvilinear profile), allowing the speaker system designer the option of using a higher crossover point between the woofer and the tweeter or the midrange.
The angle at which the cone body attaches to the voice coil form is important. If the cone meets the voice coil former at too sharp an angle, then the high frequencies may reflect back rather than pass into the cone body, resulting in a ragged response. Cone body weight is also important. Too light and the cone may distort, producing cone-cry at high sound levels or high excursion. Too heavy and efficiency will suffer. The larger the voice coil for a given size cone, the greater the structural integrity of the cone body, making it less susceptible to breakup. Also, if the cone is deep, it is less likely than a shallow cone to “ashcan,” buckle, and emit spurious noises.
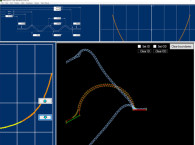
Today, cone and speaker designers have software simulation programs (e.g., FINECone from LoudSoft) to model results before starting tooling. In 2019, Peter Larsen introduced its latest software enhancement where the cone designer can drag the cone shape (deflection point) in various directions anywhere along the cone body and see what it will do to the response. See more details here.
Most paper cones also have non-cellulose fibers mixed in, but getting all these ingredients to stick together is critical. For wood-based fibers, the oxygen bond is enough but the wet strength is poor. Waterborne epoxies, pastes, and synthetic fibrillating fibers are sometimes used in the slurry. These special additives are processed in the slurry before loading reinforcements such as Kevlar, glass, mica, or ceramics. The treelike nature of fibrillated fibers mechanically hold everything together. Fibers may be fibrillated (many fibrils... fuzzy), short sticks (stable fibers—typically 1/4" long is a good aspect ratio for stiffness), or flocked fibers or flakes.
Adding carbon fiber or aramids (e.g., Kevlar or Conex) fibers to the pulp enables manufacturers to reduce the cone body weight, yet retain high strength. Many speaker designers believe aramid fiber paper cones are audibly cleaner, especially with wide dynamic range music. Kevlar has the rare combination of extreme stiffness and good damping; another high-performance ingredient is carbon fiber. These premium fibers are the steak of cone materials—starting at well over $10/lb, it is quite a bit more expensive, while commodity paper pulp costs a small fraction of this. DuPont does not readily sell Kevlar pulp, and most so-called “Kevlar” paper cones actually contain glass reinforcements, or sometimes alternative aramids (e.g., Conex or Technora from Teijin).
Glass fiber paper cones are sometimes used for subwoofers. While these cones may appear to be paper, you can immediately feel the high stiffness if you tap or flex the cone. The glass fibers have a “sizing,” a special coating so it consolidates (sticks to) the cellulose fibers in the slurry. Keeping the glass fibers evenly dispersed in the slurry is a challenge because their specific gravity is quite a bit denser than the cellulose pulp fibers. To deaden the cone, manufacturers sometimes use wool or a flocked polypropylene pulp as an additive to the paper pulp. On high-quality cones, a surface coating may be sprayed or brushed onto the cone, often on the rear, to dampen resonance.

Polypropylene Cones
Polypropylene cones are popular for both high-end audio and auto-sound, because they do not absorb moisture and can have low distortion. Avoiding moisture absorption is more important than you might think, because the cone mass, Q, resonance frequency, and box tuning (on vented designs) can all shift with humidity. Conventional fabrication of poly cones is often by thermoforming, where the cone is heated until it is soft and then it is formed (often by vacuum pressure) into shape.
Poly comes in different grades and performance highly depends on fillers compounded with the poly. As with vinyl records, if too much waste from previous production runs are chopped up and recycled into new runs, performance and consistency may suffer. On the other hand, some “regrinded” waste actually has some performance benefits. As with paper, there are many additives and fillers used in poly, with mica, carbon black, talc, and glass being most common.
However, the main US suppliers of sheets for thermoforming poly speaker cones have left the industry. While a few cone manufacturers are using injection-molded poly cones because the process results in a higher orientation of the polymer, resulting in higher stiffness for “free.” But injection molding requires a large investment in tooling. The most promising development with poly cones is Propex’s CURV, which has the benefits of injection molding and the low tooling cost of compression thermoforming. Yet after more than a decade since CURV’s introduction, only a few vendors have achieved exceptional results.
When Propex CURV was introduced, it created a lot of interest for speaker cones. CURV self-reinforcing (no binders) polypropylene is a relatively low cost thermoplastic, combining the versatility of a 100% thermoplastic with the high performance of a fiber reinforced composite. High stiffness, high tensile strength and outstanding impact resistance at low density - half the weight of glass-reinforced materials with higher resistance to temperature extremes.
CURV has great success in the luggage industry. When formed properly into a cone or dome it reaches performance comparable to woven composites, yet pricing just above extruded PP sheet cones. Sophisticated European boutique brands as SEAS and Wilson Benesch mastered the technique of forming without degrading CURV’s molecular grain orientation, but back at its initial introduction the Asian process of vacuum thermoforming cooked the “nutrients” out of CURV. Frankly quite a shame as CURV would be an ideal diaphragm for a full range soundbar and it is time for another look. VC
This article was originally published in Voice Coil, February 2020.