
Aided by engineers from Bell Labs, they played recorded sounds of armored and infantry units near the European front lines using wire recorders with powerful amplifiers and speakers mounted on trucks to deceive the enemy. Early attempts to protect audio gear from environmental factors such as metal corrosion, UV rays, the ozone, fungus/rot, and water intrusion are still in use today. Special paint coatings, sacrificial plating, paraffin conformal coatings for circuit boards and other coatings and lacquers, were also used for concert and touring sound systems to protect speakers and electronics.
Another challenge was autosound. While Motorola introduced the first car radio in 1930, there were still some serious product field failures even in the 1970s and 1980s when offshore vendors jumped into this product category. The head units in cars had to deal with a wide temperature range, especially when the vehicle was parked outside. Weatherized, ruggedized, tropicalized, and other terms started to be used for component parts for autosound electronics. Automotive grade is somewhere about equal to industrial but below military specifications.
In the early 1980s, concert-sound plywood enclosures got a skin of fiberglass, early work began on carbon fiber composite speaker enclosures, and electronics got potted in epoxies. UV-resistant injection-molded plastic grades, sometimes with the added protection of carbon black followed. Rock speakers became popular about 25 years ago. These are made from fiberglass or other substrates and acrylics and other resins really established outdoor residential audio.
These cabinets could survive the outdoor elements, although speaker drivers did not handle weather quite as well and rusting metal grills, hardware, frames, and magnetic structures are still common casualties. More recent “roughing it” categories range from Bluetooth speakers, backyard audio equipment, marine audio products, and sports-fitness earphones along with other wearables.
Design of products such as outdoor speakers intended to survive on an ocean-edge backyard or marine speakers on a boat require a more thorough consideration of materials and coatings than a smartphone that boasts “splash-proof” resilience. Sports fitness earphones are another challenging category as this is not just jogging in the rain, but corrosive sweat residue as well as detergents used to eliminate odors.
It is essential for audio engineers to be familiar with weatherizing and sealing design techniques and the vendors that supply these specialized treatments. Yet, there is little information on this topic, and much of what has been tested and what works are trade secrets. These days, we are seeing product literature and reviews playing up product IPXX environmental robustness performance. Meeting and upgrading your designs to meet specific target IPXX standards requires experience in the application of the right materials, construction, and coatings.
This article explores State Of The Art (SOTA) Applications, a high-tech coating specialist that is focusing on the audio speaker industry. The company offers many unique treatments to protect paper cones and foam surrounds, fabrics, corrosion resistance for steel frames, and magnetic structures from moisture and water.
The Forecast Says Dress for Rain
As we have said, speaker designers are fighting the elements with many diverse applications. Products that must defy corrosion, water intrusion, fungus, ozone, bugs, rot, and UV rays have become commonplace requirements.
With autosound, both OEM and aftermarket companies have always placed rigorous demands on both the speakers and the electronics. Speaker frames must withstand jarring from speed bumps and potholes and car door speakers must tolerant water due to inclement weather. Products must also withstand extreme temperature changes.
With each new audio category in mobile electronics — from Bluetooth speakers to sport/fitness earphones and heart rate monitor earphones—designers are presented with are environmental challenges. The outdoor speaker market is also growing and customers will not be tossing their high-end products away after just a year or two.
If you do not provide sufficient defensive engineering to fight off the elements, you may find yourself fighting customer’s and installer’s expectations of product life. Apple is typically untouchable and its customers reverently accept what is handed to them from above. I love my iPhone, but for a mobile consumer electronics product, it has been quite vulnerable to moisture.
Apple’s perspective is that it is the user’s responsibility to keep the phone dry, yet the intended purpose of a mobile phone is to be carried with the user. The moisture levels in conjunction with the heat can set off the iPhone’s Liquid Contact Indicators (LCIs). Once these sensors turn color the “geniuses” (Apple’s label, not mine!) believe they are off the hook and will not honor the warranty. A class action suit by peeved iPhone users resulted in a court order for Apple to pay compensation.
Today, Apple has upped its game and the current generation iPhone is not so adversely affected by the elements. There have always been ruggedized mobile phones, typically intended for industrial field use. But in the last year or two, there are more rain- and beach-resistant smartphones have been introduced.
Customers’ expectations, marketing department requirements, and reviewers for smartphones and sports fitness earphones now include IP product ratings.
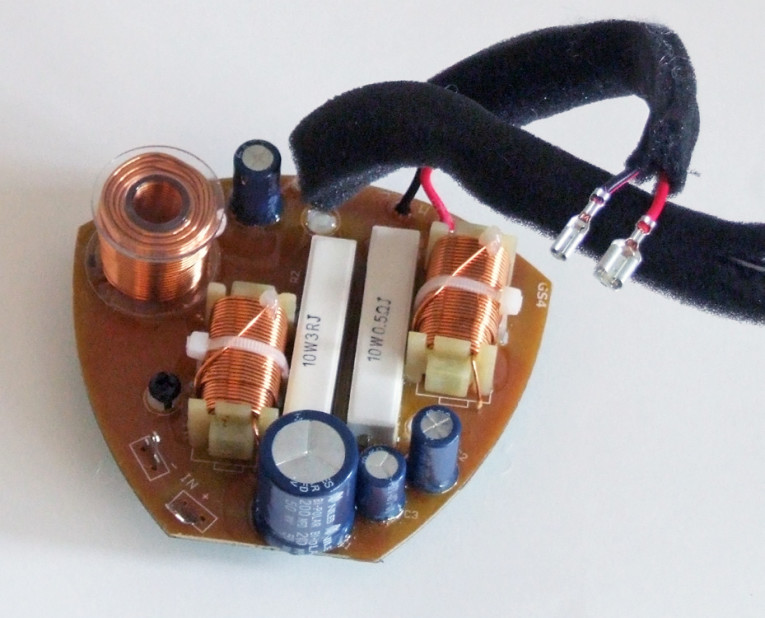
The most powerful approach to making long-lasting products is provide total protection tolerance from the inside out. Water resistant microphones, speakers, and electronics, in conjunction with outer perimeter defenses that use enclosures for USB jacks, sealed membrane controls, and hydrophobic acoustic mesh over microphone and speaker portals help protect sensitive components (see Photo 1 and Photo 2).
Water-repellent nano-coatings have been around the last few years but the process has not appealed to manufacturers. Liquipel, HZO, and P2i are similar processes in which a nanometer-thin coating is applied to a device such as a gas in a vacuum chamber (chemical vapor deposition), allowing it to penetrate inside the casing and repel liquids by changing the surface tension of materials. However, the capital equipment cost of the plasma and vacuum chamber treaters is high while throughput (units per hour) is low, which has limited mass acceptance.

Introducing SOTA Applications
To enable manufacturers to build products that defy the elements, SOTA Applications has introduced its hyper-dense HYBRID nanotech coatings. Beyond mixed blends of inorganic and organic components, the company’s process reorganizes the organic polymer chains and chemically bonds them within the inorganic lattice structure.
This technique retains the best properties of each, while minimizing the less desirable individual properties. Unlike other nano-treatments, expensive and low throughput batch processing ion vacuum treatment equipment is not needed. Instead, the process uses an effective spray treatment followed by convection conveyor heat curing.
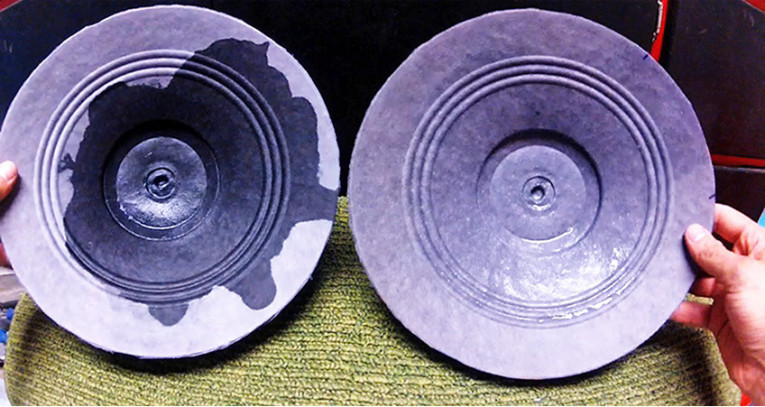
SOTA’s initial products for the audio industry include the protection for fabric grill cloths, aluminum, and steel grills, treatments for water and moisture blocking, coatings for glass (water repellent and scratch resistance), circuit boards (see Photo 3), adhesion enhancers for bonding “greasy surfaces” (e.g., polypropylene, to speaker paper cones and foam surrounds) and moisture-proof for spider/dampers, to the toughest, corrosion fighting treatments for products that have to survive on ocean-front properties and marine speakers.
Many of SOTA’s sealers and surface treatments are water-based, single component, extremely low to no VOCs, standalone products that are breathable, dry, virtually invisible, and repel water and other liquids. Many of them are also hydrophobic and oleo phobic, stain resistant, repel environmental contaminants, UV stable, chemical resistant, abrasion resistant, temperature resistant, extremely hard, optically clear, and provide excellent adhesion to host substrates.
Application options include spray, dip, roll, and brush on. These products are manufactured using a unique, proprietary, controlled chemical reaction that creates a bond with inorganic and organic components into an integrated “hyper-dense” lattice matrix. SOTA’s manufacturing process results in a highly cross-linked bond within the material itself and a highly cross-linked bond to the substrate, for adherence on a molecular level.
Beyond the water-based coatings for cost-sensitive consumer products are some sophisticated and highly protective solvent-based treatments used for high-end products that require long-term performance in hostile environments.
Supply Chain
Often, the brand’s design team decides whether products need to be enhanced for weather resistance, coating specifications, and the treatment vendor. Evaluation and selection of a coating solution will depend on several factors including intended application, cost, and life span.
SOTA offers an evaluation service at no charge for testing product robustness. If an existing treatment is used, the customer is asked to supply 1 liter of its treatment with the same concentration that is currently used along with the datasheet, the safety sheet, how the treatment is applied, and performance improvement requirements. If the OEM factory’s existing treatment not known to the customer (or the sample is a competitor’s target performance product) then SOTA will duplicate the surface with its own coating and benchmark results.
SOTA is based in northern California and supplies to Europe and the Americas. For Taiwan manufactured products, SOTA products are distributed by Kou Ryou Enterprises (which is also the local ferrofluid agent). In China, SOTA products are distributed by Sea Galleon (an affiliate of Kou Ryou).
For more information, contact SOTA Applications
sotacoatings.com
This article was originally published in Voice Coil, July 2016.
See the next page for more information on Ingress Protection (IP) Ratings